真空压力控制方法在X射线探测器窗口薄膜材料力学性能测试中的应用


摘要:针对X射线窗口膜材料机械性能测试中对真空度和高压压力的准确控制需要,本文提出了相应的解决方案。解决方案中采用了薄膜电容真空计、压力传感器、电动针阀、压力调节阀和真空压力PID控制器,与真空泵和高压气源配合,可在膜材料样品两侧形成准确的真空压差、微压差和高压压差,由此为窗口膜材料的杨氏模量、破裂压力和压力循环测试提供所需的真空压力环境。控制器自带的计算机软件可独立进行上述真空压力控制操作,并可显示和存储整个控制过程中的多个参数随时间变化曲线。
原文阅读:(PDF格式)
1. 问题的提出
窗口膜是X射线探测器的核心组件之一,其具有真空密封、透过X射线的功能。窗口膜的机械强度和透过X射线能力是决定X射线探测器性能的重要因素。图1所示为X射线探测器结构示意图。
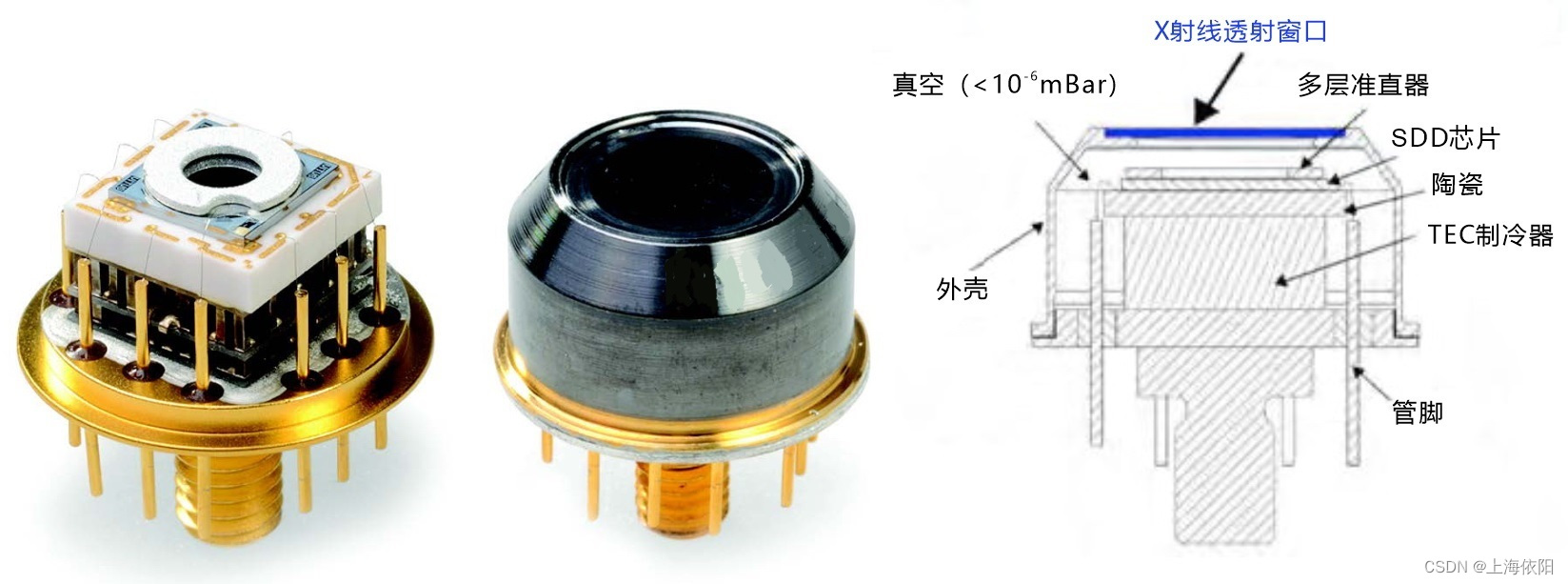
探测传感器的稳定及可靠运行需要金属外壳密封,外壳顶部的探测端需要集成化的高透过率窗口,此窗口在保证X射线高透射的前提下,还能保证传感器处于高真空环境。高真空环境下工作,传感器可以有效地被冷却到适宜的工作温度,同时能避免了空气对传感器表面污染。因此,端窗膜至少需要承受一个大气压的压力差,这要求膜具有高的机械强度和稳定性。目前常见的窗口膜材料主要有:铍膜、聚合物膜、金刚石膜、氮化硅膜和石墨化碳膜。
为了测试评价窗口薄膜材料的机械强度和稳定性,需要在X光探测器内外真空压力的模拟环境下,测试膜材料的杨氏模量和爆裂强度,并进行多次压力循环考核试验。图2所示为薄膜材料机械性能测试时的真空压力环境示意图。

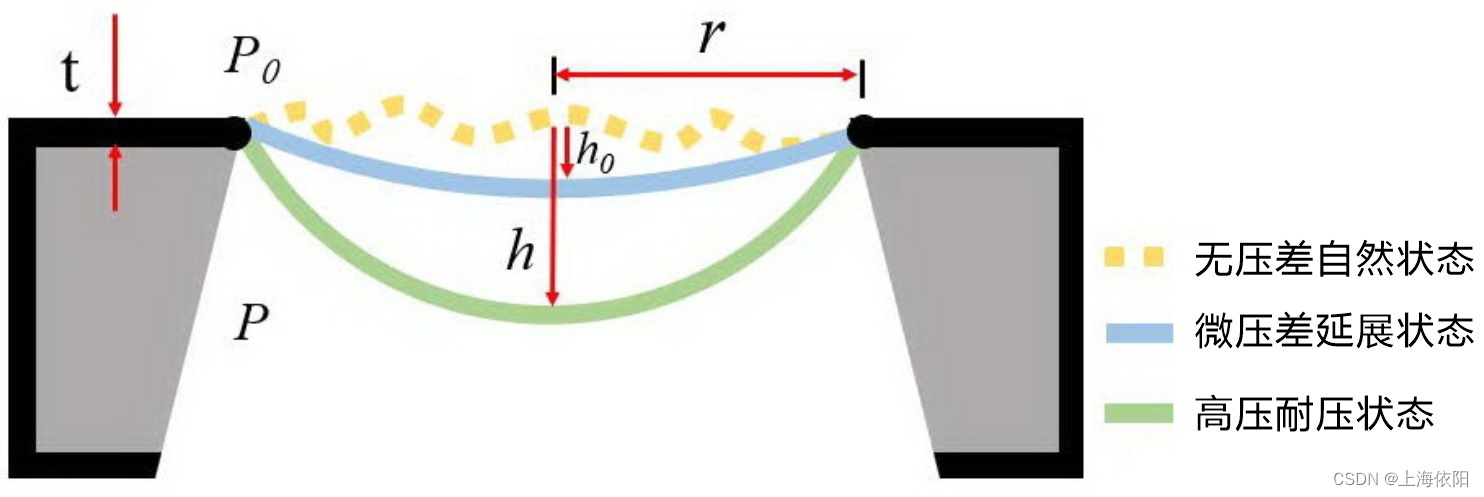
在图2所示测试环境中,薄膜样品片固定在一个金属盘上,金属盘上有一已知直径的小孔。将金属盘固定在真空室上,使样品膜的顶面暴露在大气或正压环境中,底面暴露在真空室的可变压力下,通过控制加载的正压和真空度,可在膜样品量程形成一定的压差。膜样品在不同条件下存在三种状态:无压差自然状态、微压差延展状态和高压耐压状态,三种状态如图3所示。
在不同的压差状态下,需要对X射线窗口膜材料进行以下三项机械性能测试:
(1)在微压差状态下,控制膜顶面上的压力为一个标准大气压,膜的底面为变真空状态,使用浅焦平面显微镜物镜或非接触激光位移探测器等装置测量不同真空度下膜样品中心偏差,根据压差和中心偏差所建立的函数,可以测量得到窗口膜的杨氏模量。
(2)机械性能测试的另一个重要指标是薄膜的破裂压力,此时需要将膜样品底面的真空控制为一个大气压,而膜样品顶面压力控制为线性变化高压正压。
(3)为了考核膜窗口材料的稳定性,还需要进行压力循环测试,即膜样品两侧压差经历循环变化(10000次,绝压101~103kPa)的考核试验。
由此可以看出,在窗口膜机械性能测试中,需要在膜的两侧形成准确的真空压力及其动态变化控制,为此本文提出以下真空压力控制解决方案。
在图2所示测试环境中,薄膜样品片固定在一个金属盘上,金属盘上有一已知直径的小孔。将金属盘固定在真空室上,使样品膜的顶面暴露在大气或正压环境中,底面暴露在真空室的可变压力下,通过控制加载的正压和真空度,可在膜样品量程形成一定的压差。膜样品在不同条件下存在三种状态:无压差自然状态、微压差延展状态和高压耐压状态,三种状态如图3所示。在不同的压差状态下,需要对X射线窗口膜材料进行以下三项机械性能测试:
(1)在微压差状态下,控制膜顶面上的压力为一个标准大气压,膜的底面为变真空状态,使用浅焦平面显微镜物镜或非接触激光位移探测器等装置测量不同真空度下膜样品中心偏差,根据压差和中心偏差所建立的函数,可以测量得到窗口膜的杨氏模量。
(2)机械性能测试的另一个重要指标是薄膜的破裂压力,此时需要将膜样品底面的真空控制为一个大气压,而膜样品顶面压力控制为线性变化高压正压。
(3)为了考核膜窗口材料的稳定性,还需要进行压力循环测试,即膜样品两侧压差经历循环变化(10000次,绝压101~103kPa)的考核试验。
由此可以看出,在窗口膜机械性能测试中,需要在膜的两侧形成准确的真空压力及其动态变化控制,为此本文提出以下真空压力控制解决方案。
2. 解决方案
根据上述X射线探测器窗口膜材料机械性能测试对真空压力的要求,所设计的真空压力控制系统结构如图4所示。
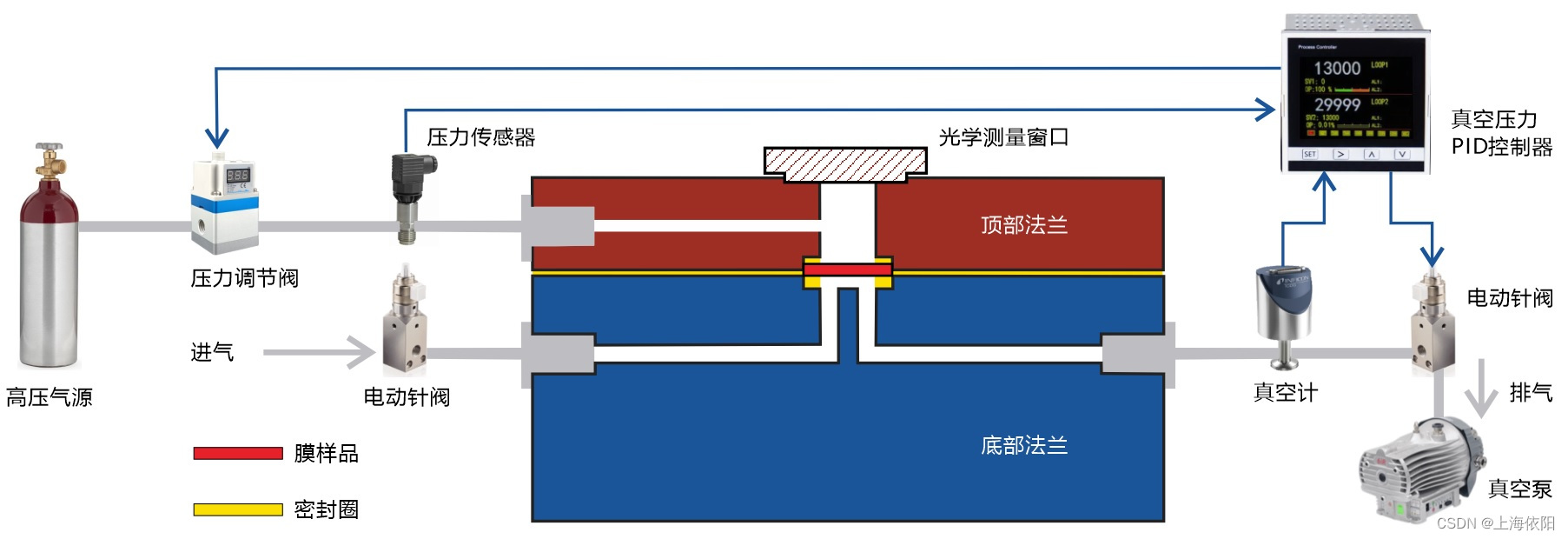
在图4所示的真空压力控制系统中,采用了分体法兰对接密封结构,即顶部和底部法兰通过对接方式将被测窗口膜样品密封夹持在中间位置。其中,顶部法兰提供样品膜上方的高压空间,底部法兰提供样品膜下方的真空空间,并分别配置相应的真空和压力控制装置。通过真空压力控制装置可以精确控制膜样品两侧的压差,为膜样品的机械性能测量提供所需真空压力环境。
真空压力控制系统包括两部分内容:
(1)底部法兰真空控制装置:在膜样品下方提供准确可控的真空环境,真空度变化控制范围为绝对压力10~760Torr。采用绝对压力1000Torr量程的薄膜电容真空计测量膜样品下方的真空度,两个电动针阀分别调节进气和排气流量,真空泵进行抽气。真空压力PID控制器采集真空计信号,并根据设定值进行PID比较计算后输出控制信号,由此来自动调节电动针阀使真空度快速达到设定值。
(2)顶部法兰高压控制装置:在膜样品上方提供准确可控的高压环境,高压变化控制范围为表压0~1MPa。采用1MPa量程的压力计测量膜样品上方气压,压力调节阀输出所需气压,高压气瓶提供高压气源。真空压力PID控制器采集压力计信号,并根据设定值进行PID比较计算后输出控制信号,由此来自动调节压力调节阀使气压快速达到设定值。
图4所示的真空压力控制系统,可完成窗口膜机械性能测试中的以下三项压差变化控制:
(1)杨氏模量的微压差控制:顶部法兰膜样品上方空间保持常压,对底部法兰膜样品下方的空间进行真空度控制,由此在膜样品两侧形成微压差,使膜样品产生变形以提供变形量测量。
(2)破裂高压控制:底部法兰膜样品下方空间保持常压,对顶部法兰膜样品上方的空间进行线性高压控制,控制压力从常压开始按照设定速率进行线性升压,并同时记录压力变化曲线。一旦压力升到一定高压产生破裂,则压力测量值会产生突变,由此得到破裂压力值。
(3)压力循环控制:关闭进气针阀和全开排气针阀,使底部法兰膜样品下方空间的真空度达到真空泵的抽取极限(如绝对压力1Pa)。然后对顶部法兰膜样片上方空间进行压力交变控制,控制器通过可编程的设定压力程序,使得压力在绝对压力101~103kPa之间周期性交替变化,周期数值可任意设定,如一万次等。
3. 总结
通过上述真空压力控制解决方案,可实现各种X射线探测器窗口材料机械性能测试中的真空压力准确控制,解决方案具有如下特点:
(1)为窗口膜材料多个机械性能参数测试提供相应真空度和高压的准确控制。
(2)真空压力控制的整个过程全部自动化,真空压力按照测试要求所输入的设定值进行全自动控制,且具有很高的测量和控制精度。
(3)所采用的电动针阀和压力调节阀都具有很高的响应速度,有效缩短了压差稳定时间。
(4)真空压力PID控制器配备有相应的计算机软件,通过计算机软件就可独立完成真空压力控制,其中包括参数设置、控制运行、以及控制参数及其随时间变化曲线的自动显示和存储。
